Products and promotions may differ based on your selected region.
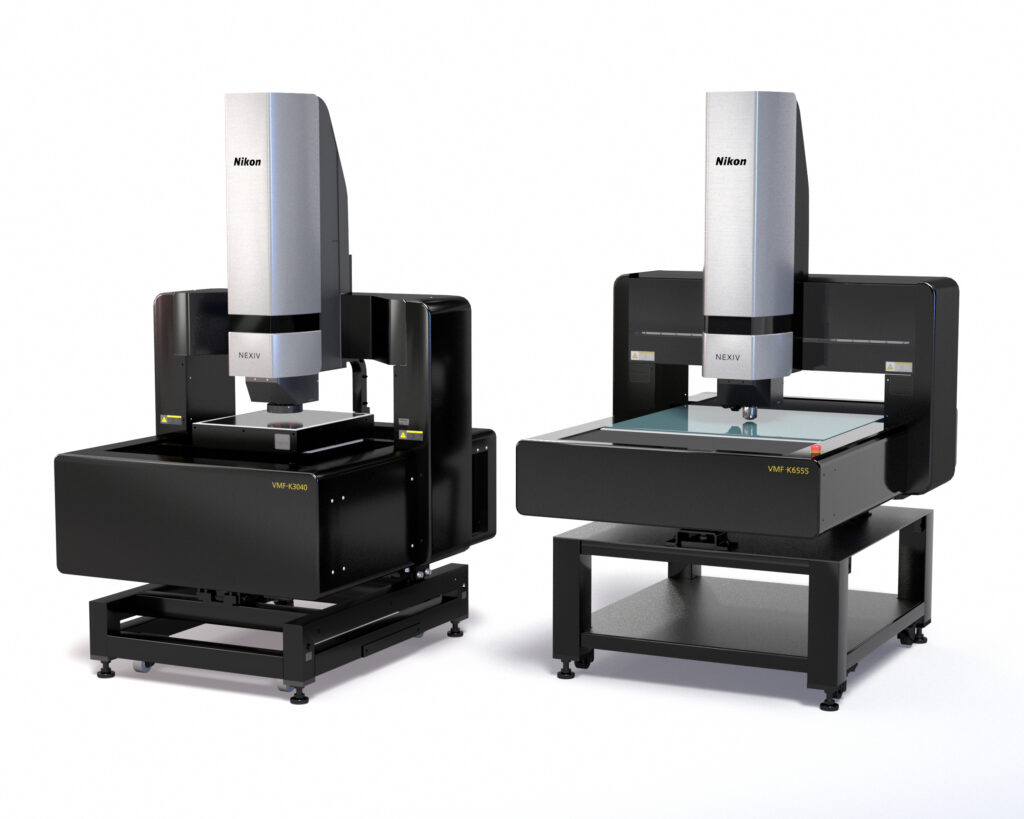
Innovative measurement solutions for your shop floor.
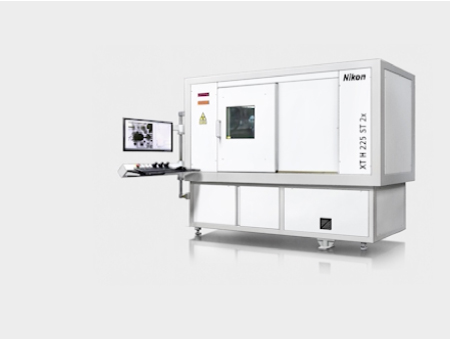




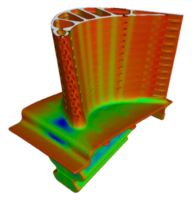
X-Ray and CT Inspection Services
Illuminate hidden secrets, defects, or inconsistencies with our market-leading non-destructive X-ray inspection services. Our experts can handle one-off or regular batch scanning and have over 35 years of experience.