Products and promotions may differ based on your selected region.
Innovative measurement solutions for your shop floor.





XT H Series
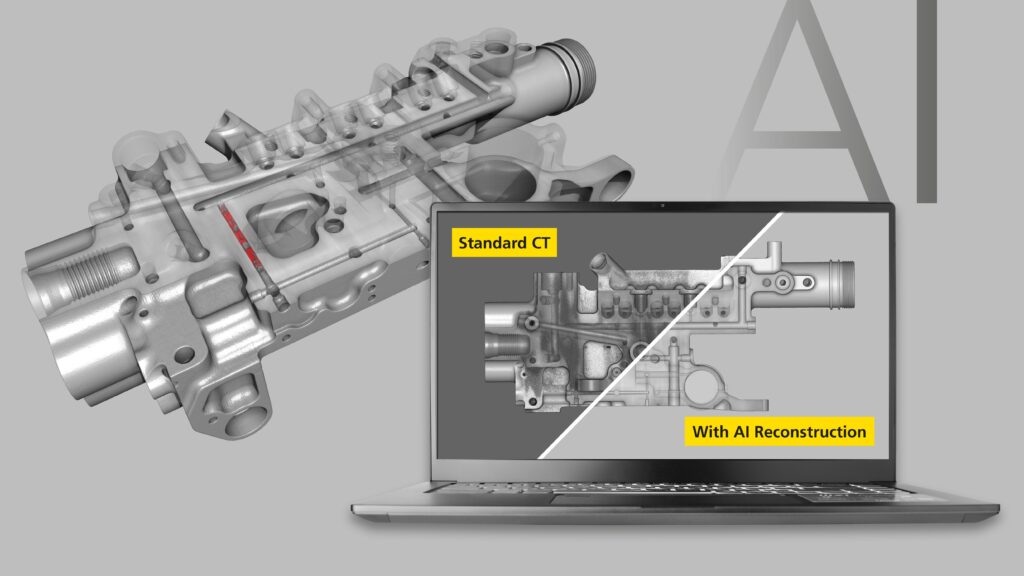
Nikon's adaptable microfocus CT systems provide high-resolution inspection of components, ranging from tiny plastic connectors to aluminium castings, for R&D, failure analysis and production quality control.
Discover MoreAPDIS MV4x0 Laser Radar
Nikon's APDIS is the latest generation of Laser Radar offering fast, automated, non-contact inspection in a wide range of industries with a host of benefits for users.
Discover MoreNEXIV VMZ-S Series
Nikon's NEXIV VMZ-S series of video measuring systems delivers high accuracy, speed and usability for inspection applications down to the micro level.